

|
随着全球流动性的加剧,新兴工业化国家财富的不断增长和全球化进程的加快,大力推动汽车和航空业的持续发展。随之产生的生态影响,如二氧化碳污染和/或气候变暖,以及化石资源的不断减少,推动电动汽车和轻量化结构的发展。这在汽车轻量化结构方面尤为明显,过去十年里很多新型材料被应用到工业生产之中(例如,铝钛合金或碳纤维增强型塑料)。 应用传统制造工艺来加工这类材料通常需要很大精力和成本。而激光作为一种非接触式无磨损工艺, 一种上好的选择。针对上述材料的典型激光应用包括在由铬镍铁合金或钛合金等难熔金属制成的涡轮叶片上钻削冷却孔,以及在电池箔上钻削微孔。除了切割碳纤维增强型塑料,修复这些材料也变得越来越重要。在修复过程中,激光器将受损部位逐渐移除,从而连接上修补补丁。  由于这些材料熔点极高,导热性强,使用激光器对这些材料进行加工需要的脉冲峰值功率在2-3位数千瓦范围内,并且需要聚焦于直径0.1mm以内。半导体泵浦碟片激光器,如Jenoptik 出品的JenLas disk IR70 和 JenLas disk IR70E(见图1)激光器的峰值功率就完全符合这一需求(见表1)。由于具备在纳秒脉冲长度的灵活可调性,以及在三位数千赫范围内的高脉冲重复率,这些激光器成为工艺开发和优化以及在成批生产中进行工业应用的理想工具。此外,激光器之所以崭露头角,也是因为其易于集成和操控,具有很强的坚固性和不间断工作时的高可靠性。 影响 使用纳秒激光器获得的加工质量取决于对材料的热输入。因此,上述激光器就有很大优势,由于脉冲峰值功率高,其对铬镍铁合金、铝钛合金等难熔材料的热输入就会减少,从而将热影响区域最小化。 原则上,激光器持续作用的时间越长,造成的热影响区域越大。因此,可以为由加热、熔化和蒸发这些热中间过程组成的烧蚀过程推导出热扩散长度和烧蚀率之间的相关性。 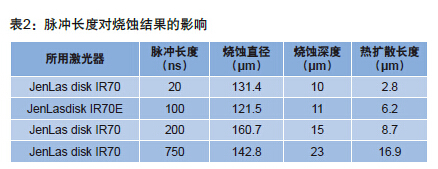 表2显示了脉冲长度对烧蚀率的影响,基于使用碟片激光器对AlMg3铝合金进行单一脉冲烧蚀。 在应用数种脉冲或通道进行烧蚀时,需要考虑更多激光参数(例如,功率,重复频率和脉冲重叠)。脉冲之间的时间间隔通常不足以完全消散带来的热量。这样的话, 材料的基本温度就会升高,很快就会达到熔化和蒸发的温度。但是,这也会导致更大的热影响区域,从而对材料产生更大的损害。 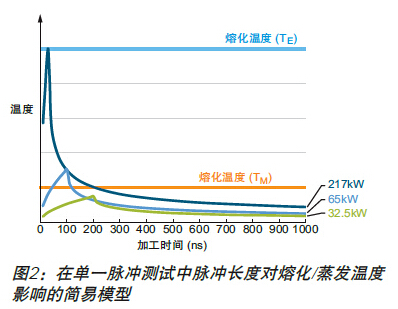 图2展示了材料在达到熔化和蒸发温度这段时间内脉冲长度的影响。在同样的脉冲能量情况下,随着脉冲长度的增加,材料升温和降温的速度也随之变慢。这样的话,在不对材料表面形成烧蚀的情况下,可以有更多的能量用于材料。这是业界所需要的,例如,在对数毫米厚金属进行熔切或焊接塑料时。 激光钻孔 在激光钻孔中,在加工表面必须达到蒸发温度才能移除材料。直到整个钻孔到达材料底部时,材料才会从上层移除。在这一过程中,熔融颗粒会附着在材料表面或孔壁,在最差情况下会将整个孔重新封闭。在钻穿孔之后,材料通过孔上面和下面移除。依据材料厚度和钻孔大小的不同,可以应用两种不同的钻孔方法。原则上,冲击钻孔(图3)用于小型钻孔,即直径在光斑之内(dBohr ~ dFok/typ. >100μm),环切钻孔(图4)更多应用于大中型直径的钻孔(dBohr < dFok/typ. >100μm)。  由于上述两种碟片激光器都可以调整脉冲长度,因此都适用于确定激光参数对于应用结果的影响。表格3和表格4 展示了两种激光器在1mm厚钛合金(5 级)和0.8mm厚铝合金(AlMg3)上进行冲击钻孔的效果。激光器光斑直径约为50μm,获得的钻孔直径约为70μm,孔边缘陡度(锥角度)小于1.1度。 在其它激光常量参数中,钻孔速度和锥角度主要由脉冲长度和脉冲重复率决定,也就是由占空比决定。如表格3 和表格4所示,加工速度与占空比成正比。但与此同时,表面碎片的堆积也会增多,热影响区域增大。 在脉冲能量不变,脉冲越短(峰值功率越高),形成的热影响区域越小, 产生的碎片越少,因为处于液相状态的材料会少一些,材料会立即蒸发。通过更短的脉冲可以获得最佳质量,而通过更长的脉冲可以获得更高的钻孔率。因此,可调整式脉冲长度让用户可以按照不同的应用需求来优化加工工艺。 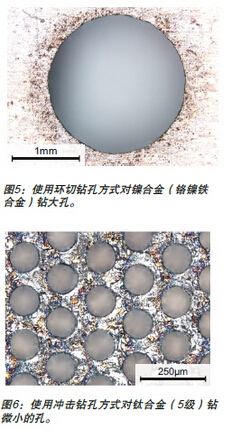 下面展示了应用于镍合金和钛合金材料的两种钻孔方法。以环切钻孔方式对6mm厚镍合金(铬镍铁合金)进行直径为2mm的钻孔,钻孔过程约需30秒, 即每秒可以钻孔0.03个(图5)。以冲击钻孔方式对1mm厚钛合金板(5级)进行直径为100μm的钻孔,最高速度可达每秒1400个孔(图6)。和使用皮秒级激光器加工材料相比,这一方式可以在获得更高钻孔率的同时保持优质的钻孔质量。 雕刻 至于雕刻,其加工效果取决于功率、脉冲重复率和脉冲长度、影线距离和重叠情况。在一个大型重叠情况下, 加工速度较低,也更粗糙。需要依据不同质量需求,根据每种材料来确定理想的激光器和加工参数。  在实例检测中,JenLas disk IR70 激光器分别使用短脉冲长度和长脉冲长度,以不同脉冲重复率加工铝合金(AlMg3)和镍合金(铬镍铁合金)(表格5 和表格6)。 很明显,长脉冲(1000-1600纳秒)适用于快速加工,而较短脉冲(200纳秒)产生的热影响区域更小,因此质量更好。高脉冲能量对于高生产率起着决定性作用。在使用长脉冲和高脉冲能量时,材料会很快达到熔化和蒸发温度。 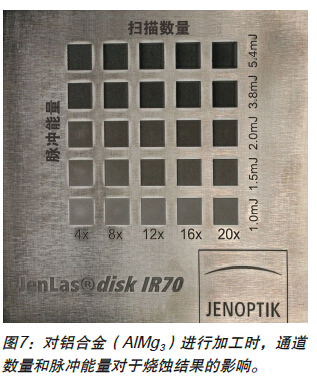 图7中的雕刻示例展示了在铝合金加工中,依赖于激光通道数量的脉冲能量的影响。在加工结束时,可以通过最终清理和抛光措施(即使用包含低脉冲能量和高脉冲重复率的加工步骤)来改进材料表面的粗糙度。 小结 对金属的应用测试显示,在毫焦耳范围内的高脉冲能量和在数百纳秒范围内的脉冲长度提高了烧蚀和钻孔工艺的生产率。但是在脉冲能量不变的情况下,短脉冲长度和高脉冲峰值会产生最佳的加工结果。由于选项设定灵活, JenLas disk IR70 和 JenLas disk IR70E激光器的激光参数可以依据不同应用需求进行调整,从而获得最佳的生产率和质量。由于这些激光器的灵活性,以及适用于工业应用的设计,这些激光器就像是为工艺开发和成批生产的工业应用量身定做。至于在汽车业或航空业进行快速的金属微加工时,面对不同加工任务而产生的需求迅速变更,这些激光器更是首选工具。 |
 收藏
收藏 打印
打印
















































