

|
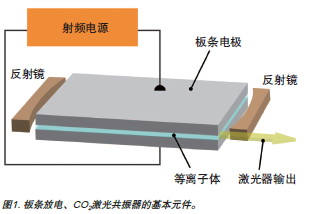
在过去的二十年间,封离型CO2激光器已广泛用于极其多样的应用,例如包装、纺织、微电子制造、显示屏制备等。这是因为CO2 激光器加工的效率、质量和可靠性使其成为一种经济实惠的工具,比其他制造技术在成本上更具竞争力。本文简要介绍了封离型板条放电CO2激光器的主要优势,并涵盖了相关技术最近的创新。接着,本文还介绍了功率为100W到500W的激光器最重要的应用领域。 为何使用CO2激光器? CO2激光器与普通工业激光器相比很独特,因为它以长波红外线的形式输出时,波长通常为10.6μm。许多有机材料对这类长波长的吸收能力都很强,包括纸、木材、塑料、橡胶、纺织物和皮革。某些对可见光(甚至近红外)可透过的材料甚至也能吸收这类长波长,例如玻璃和蓝宝石。 吸收率高就意味着大部分激光功率实际上都用于在光热流程中加工材料。此时目标材料很快即会加热,最终蒸发(本质上为汽化)。这一过程非常节能, 因此CO2激光器是最适合采用10's到100's微米精密级别快速去除(例如快速切割、钻孔、雕刻)较大量目标材料的工具。处于较低功率级别时,高效的局部加热会造成热效应导致的颜色变化,是打标的理想之选。 板条放电技术 CO2激光器的市场大致分为两类。第一类为重工业作业(例如切割和焊接厚金属),通常采用输出数千瓦功率的快流CO2激光器。速度通常是比切割质量更为重要的问题,因此用于这类应用的激光器会采用高功率,可能会牺牲光束质量、激光器大小和拥有成本。 第二类市场为玻璃、陶瓷、塑料、纺织物、木材和其他有机材料的精密加工,通常采用功率不高于 1kW 的激光器完成。此时,切割质量和外形(无烧焦迹象)是非常关键的。最大限度地降低整个系统的大小和重量通常是重中之重,因为这样可保持低运营成本。 板条放电激光器在大约二十年前首次出现,专用于为第二类市场提供更好的服务。在封离型板条放电激光器中,谐振腔内部等离子体由两个矩形板条电极激发。两端的柱面全反射镜形成谐振腔,部分腔内功率会通过其中一个柱面反射镜的缺口耦合输出激光。电极会通过冷水进行冷却,并且电极的大面积和密封空间使其无需任何气体循环即可高效地冷却等离子体。
输出功率可随板条电极的面积缩放。因此,板条放电CO2激光器非常紧凑,并且可通过相对轻便的激光器头实现尽可能高的输出功率。因此, 它们可以轻松集成到机器人手臂或起重机架中,甚至小到可适用于桌面设备。板条电极配置在机械方面也很耐用, 因此可在短期和长期内稳定工作。这种稳定性可实现不会随时间变化的统一加工效果。 当与合适的光束调节光学器件耦合时,板条放电配置可形成较低M2(<1.2) 的高质量高斯光束。这可直接理解为实现较小聚焦光斑的能力,因为几乎所有的激光功率都集中于中心光束。最终实现更精密的切割或更快的切割速度、更小的热影响区(HAZ)以及激光功率的最高效利用。
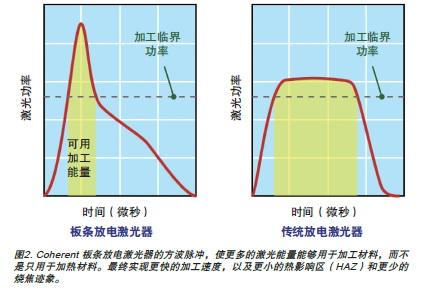
优化板条放电激光器 Coherent 从最初研发相关技术起就开始生产板条放电CO2激光器。我们的DIAMOND激光器系列不断发展,其最近的创新进一步提升了加工效果并降低了拥有成本。例如,板条放电激光器能够产生上升和下降较为快速的脉冲。这一脉冲在DIAMOND激光器中进行了充分的优化,产生了接近方波的脉冲以及尽可能高的脉冲频率。这很重要,因为方形脉冲提供的总脉冲能量大于材料加工临界值,在降低HAZ的同时提高了加工效率和速度,实现优质边缘切割。
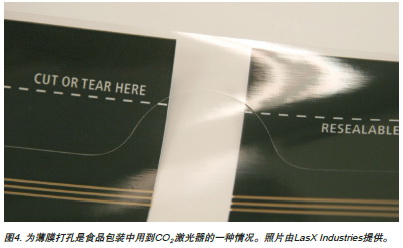
最新的DIAMOND J系列改进了等离子管的许多方面。新的电极设计包括陶瓷绝缘体以及一种实现更高效冷却的新型冷却结构,减少了热循环,从而延长了生命周期,实现了更稳定模式的输出。另一个创新就是新型点火器的使用,这降低了等离子体点火的应力,延长了等离子管的整个生命周期。 腔外光束调节光学器件的设计减少了像差,将光束椭圆率降低到了1.2以下。圆形光束适用于高度精密的应用, 因为光束的不对称可能会导致正交方向上切割的不同。而且输出光束的发散性(小于2mrad)低,通常就无需在传送光学元件中使用扩束器,从而降低系统构建商的成本。 典型应用 中功率CO2激光器的一个重要应用领域就是消费品的包装。其中包括各类材料(例如纸、纸板、塑料和金属箔)以及这些材料叠层组合的切割、打孔、刻痕和打标。激光器通常优于直犁刀、模切板等传统工具,其原因多种多样。激光器加工可以很快,因此可适应现有生产线的速度。激光器加工是灵活、数字化(软件控制的)、无接触的过程,因此不会随时间而改变,也不会像机械工具那样需要更换或重摩。而且,激光器能够精密地控制切割或打孔深度,而机械工具则比较难做到这点。并且,由于使用封离型CO2激光器进行加工的拥有成本低、可靠性高,因此比起传统方法在经济上更具有竞争力。
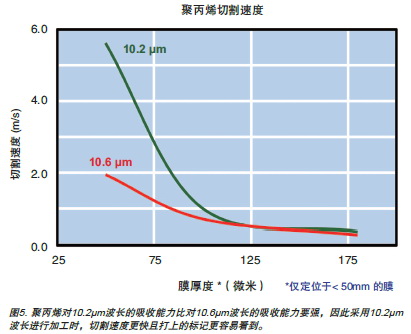
用CO2激光器切割玻璃则属于无接触的加工,完全消除了崩边和碎裂问题。而且,激光器切割本质上不会对玻璃造成残余应力,从而增加了玻璃的边缘强度,这使得激光器切割玻璃所能承受的压力是机械切割玻璃的2到3倍。 在激光器划片的技术中,CO2激光器光束集中于玻璃的表面,然后进行移动以实现连续切割。使用的10.6μm光线会引起局部的快速加热。接着,液体或气体的喷射可用于快速冷却玻璃,在玻璃中产生通常约100μm深的连续裂纹。玻璃接着会从机械滚筒或切碎机棒下通过,沿着相应的裂纹线分割玻璃。这种分割方法不会产生碎片,且垂直于表面。 智能手机、平板电脑和电视机平板显示器的亮度和分辨率也越来越高,而成本却比以往更低。实现这点的关键技术就是采用高级偏振膜。具体而言,在基于LCD的显示屏中,显示屏对比率、视角、分辨率和亮度最终都受到这些偏振膜质量的限制。传统的机械(刀片)切割偏振膜再次表现出了多种局限性,而CO2激光器切割却能够逐渐降低生产成本和提高设备质量。 机械切割偏振膜的主要缺点是需要大量的后期加工。具体而言,后期加工包括打磨边缘和清理切割碎片。机械切割的另一个局限性是加工利用率较低。尤其是偏振膜通常从一大卷膜被切割为带有圆角的较小矩形。这类圆角形无法通过在卷膜上进行一系列的横向和纵向直线切割制造出来,因此无法使用传统的切条机等。更不必说,各个形状的图形必须单独切割,导致各切割图形间都剩下了少量未使用的材料。 CO2激光器切割解决了以上两个问题。特别是这类切割的边缘质量更好且不会产生大量的污染颗粒。而采用扫描光学元件,则可在不停止滚动的情况下实现圆角切割。比起机械切割,激光器切割造成的切口较窄,因此卷膜整个宽度的整体切割精密度要更好。这样,切割图形就能更加紧密地嵌套在一起,减少了昂贵偏振膜的浪费。 中功率CO2激光器值得注意的最后一个应用就是低温共烧陶瓷(LTCC)的钻孔。这类材料越来越广泛地应用于微电子基片,特别是用于构造多层薄设备, 例如闪存RAM。LTCC包括一层绿色(未燃烧)陶瓷,通常厚度为50μm到250μm 之间,下层是厚度约40μm到60μm的三氯化聚乙烯(PET)磁带层。 为进行电路跟踪,磁带层上网印了导电材料。此时,要制造所谓的“过孔”洞以在各层之间进行电连接或通过各层传导热。制造过孔后,要移除载体膜以进行层压和烧制。 这些过孔的直径通常约100μm;一般情况下,采用机械方式按所需的比率钻取或打出这一大小的洞很不划算。因此, 现在LTCC中几乎所有的过孔钻取都是采用CO2激光器完成的。 这类过孔钻取通常通过 PET 载体完成,而激光器比较有利的是不会融化大量的PET,另外还可以制造粘附在陶瓷上的重铸环,使得在不损坏基片的情况下难以将基底和基片分开。 PET对9.3μm波长的吸收能力远远高于对10.6μm波长的吸收能力,而陶瓷本身对这两种波长的吸收能力都非常强。因此,较短的激光器波长可以被吸收,无法通过材料传播很远。这就缩小了融化区并降低了粘附力,因此可干净地从陶瓷上清除载体。 总而言之,中功率(100W到 500W) CO2激光器经济实惠且可提供更好的效果,现在已广泛用于切割、打孔、打标和钻孔。板条放电设计最新的进展进一步提高了中功率 CO2激光器的可靠性和性能,并进一步降低了其总拥有成本。 |

 收藏
收藏 打印
打印
















































